Summary Description
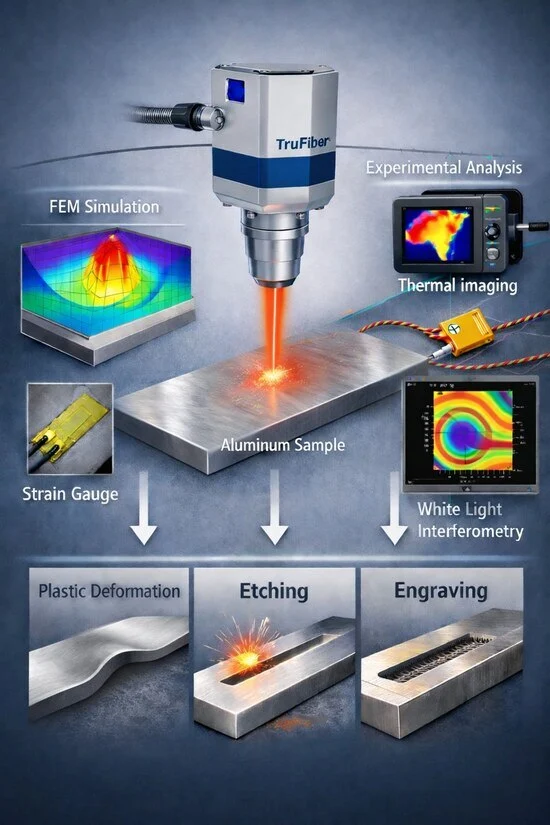
This research focuses on the study of laser-based machining and manufacturing processes through the investigation of laser-material interactions from the thermoelastic regime to melting and material removal. We develop an integrated methodology combining advanced experimental diagnostics (thermal imaging, white light interferometry, strain gauges) and multiphysics computational simulations (FEM) to study the thermomechanical response of metals under continuous wave and pulsed laser irradiation, enabling optimization of surface modification processes such as marking, etching, engraving, and cutting.
Keywords: laser machining, fiber laser, finite element method, heat affected zone, surface roughness, thernal diagnostics
Detailed overview
The study of laser-material interactions is a fundamental research topic with critical applications in aerospace, automotive, and electronics industries for permanent marking, functional surface structuring, and precision micromachining. Our research group develops and applies an integrated methodology combining high-precision experiments and advanced computational models to study thermomechanical phenomena from the thermoelastic regime through plastic deformation to melting and material removal.
Experimental Approach
We employ a high-power continuous wave (CW) fiber laser system (TRUMPF TruFiber 2000 P compact, 2 kW, 1075 nm) integrated with a 3-axis CNC milling machine for precision processing. For pulsed laser studies, a 6 ns, 532 nm laser source is used. We developed multi-diagnostic techniques for simultaneous recording of thermal and mechanical response:
-
Thermal Imaging (Optris PI-1M): Temperature distribution monitoring with 80 Hz frame rate and long-pass filter (750 nm cut-on) to capture thermal transients.
-
Thermocouples (K-type): Localized temperature measurements at specific distances (0.5-2 mm) from the laser spot with high response time.
-
White Light Interferometry (WLI): Non-contact surface topography characterization with nanometer-scale resolution for measuring deformation depth, width, and surface roughness.
-
Strain Gauges (FLGB-02-11): Real-time measurement of surface deformation using quarter-bridge Wheatstone circuit for strain validation.
Computational Approach
To understand and predict material behavior, we develop advanced multiphase, multiphysics computational models using LS-DYNA FEM software:
3D Coupled Thermo-Structural FEM Model: Simulation of transient thermal and mechanical response from solid to melting regime, considering:
-
3D transient heat conduction equation with moving Gaussian heat source
-
Mechanical equation of motion with thermal stress coupling
-
Constitutive model for elastoplastic behavior (strain, strain rate, temperature dependence)
-
Damage/fracture model for material removal
-
Temperature-dependent material properties (thermal conductivity, specific heat, thermal expansion)
Applications and Key Findings
CW Fiber Laser Processing
We demonstrated that the high-power CW fiber laser can be effectively limited to controlled surface modification regimes (plastic deformation, etching, shallow engraving) by exploiting modulated power control capability. For Al 1050 H14:
-
Marking (200 W, 1200 mm/min): Maximum temperature ~600°C (below melting), plastic strain 0.023, surface displacement 0.25 μm
-
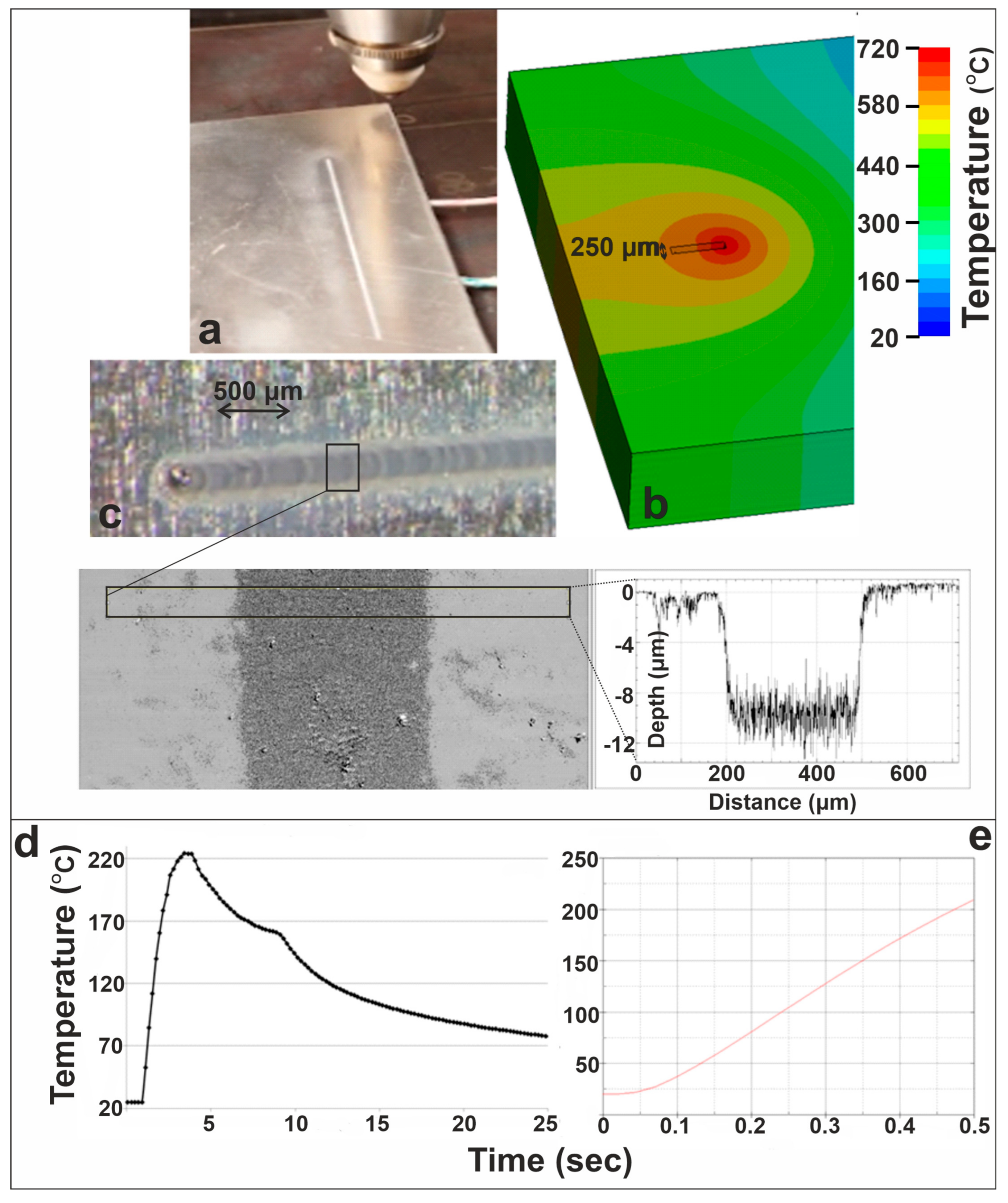
Etching (200 W, 75 mm/min): Temperature exceeds 660°C, groove depth 10-20 μm, width 250 μm
-
Cutting (450-1000 W): Kerf width ~300 μm for 1 mm thick Al sheets
Pulsed Laser Micromachining
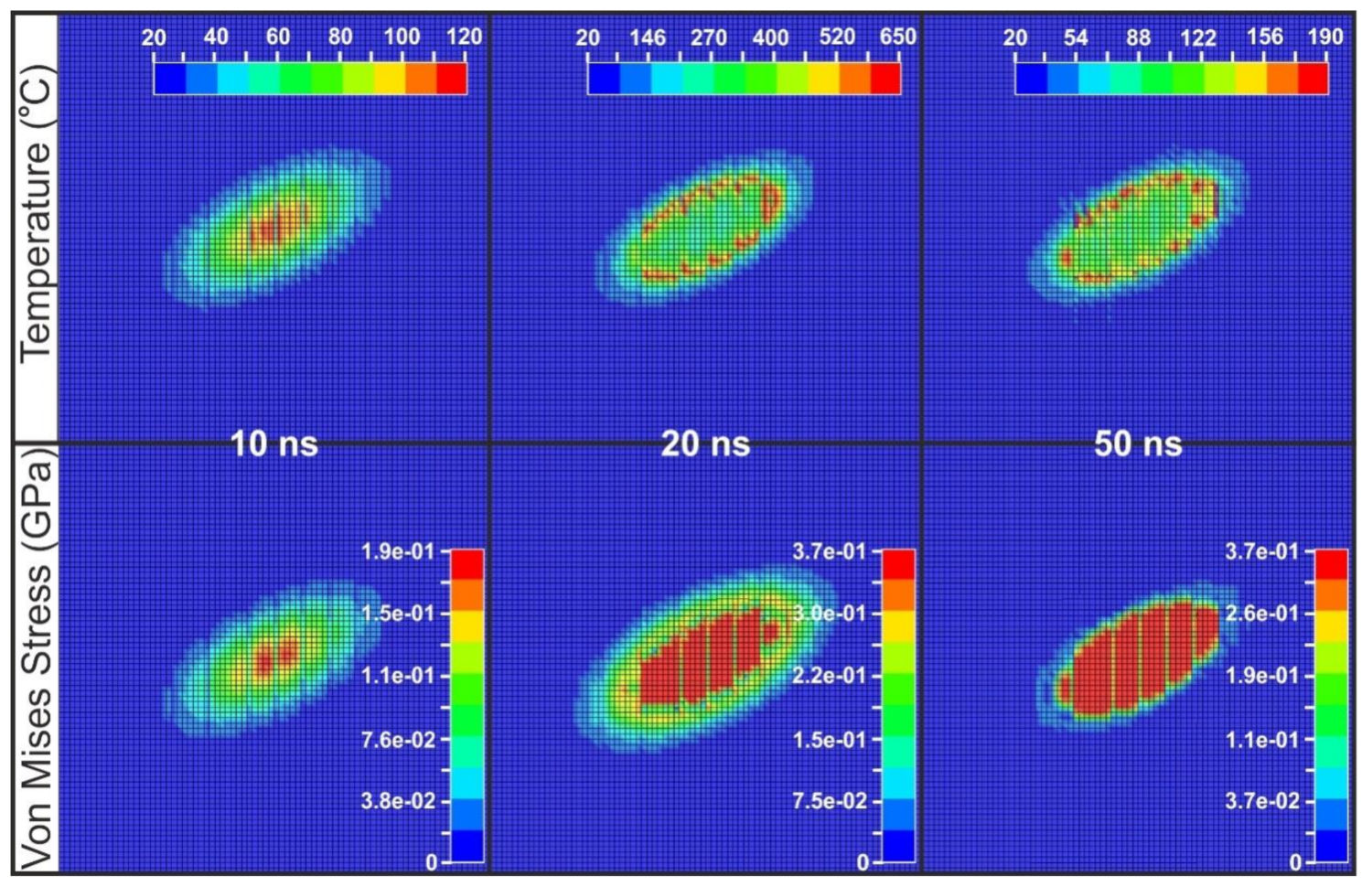
We developed a downscaled FEM modeling approach incorporating experimentally measured surface roughness profiles through step-like linear approximations. Key findings:
-
Laser fluence threshold for melting: 1.5 J/cm² for Al 6061
-
Surface roughness influences absorptivity, with enhanced absorption for roughness greater than laser wavelength
-
Downscaling to 0.5 μm step accuracy enables precise identification of fracture and permanent deformation zones (fractured volume ~340 μm³)
-
Temperature-dependent Johnson-Cook model accurately captures transition from elastic to plastic to melting regimes
Heat Affected Zone (HAZ) Characterization
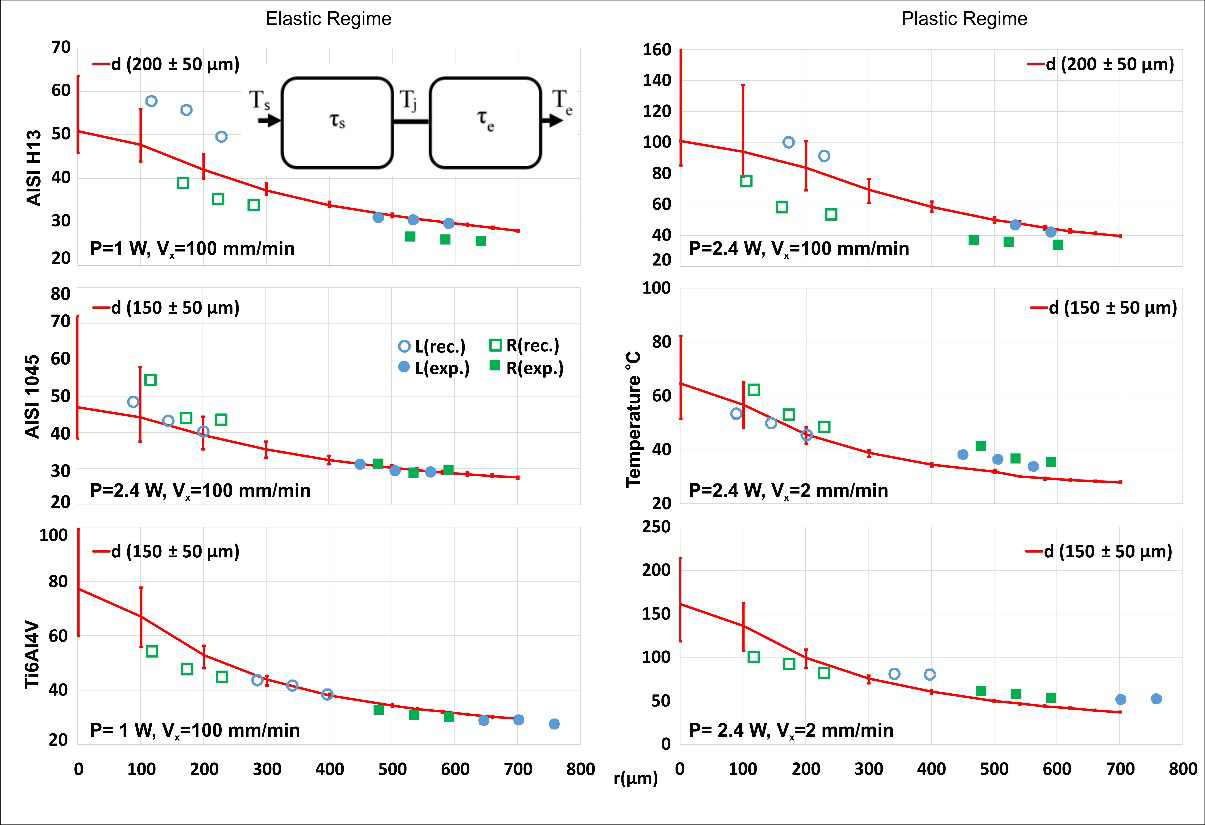
We characterized HAZ for AISI H13, AISI 1045 steel, and Ti6Al4V alloy under CW laser irradiation (1-4 W, 2-100 mm/min scanning speed):
-
Plastic regime: Maximum surface temperature 980°C (AISI H13), HAZ width 120 μm, depth 50 μm
-
Melting regime: Maximum surface temperature 1476°C, HAZ width 170 μm, depth 70 μm
-
Surface roughness reduces after laser irradiation in plastic regime (e.g., AISI H13 Rt from 3.33 μm to 2.76 μm)
Laser-Assisted Machining (LAM)
We developed orthogonal cutting models with moving Gaussian heat source to evaluate LAM of AISI H13 steel:
-
Cutting force reduction up to 7.7%, thrust force reduction up to 15%
-
Higher reduction achieved with increased laser heat flux (2.44 kW/mm²) and beam diameter (300 μm)
-
Improved chip formation and surface finish compared to conventional machining
-
Optimal temperature for strength reduction: ~850-900°C at 1 mm distance from cutting tool
Examples
CW laser case study: 200 W, linear moving beam, 75 mm/min
(a) Etching experiment. (b) FEM temperature field at 300 ms after laser irradiation, (c) WLI measurement and surface profile of the etched groove, (d) Thermocouple temperature evolution, (e) FEM temperature evolution at a fixed point 2 mm from the center of the laser irradiated spot.
Pulsed irradiation for micromachining: Representative FEM results of temperature and Von Mises stress distribution for the model with 0.5 μm step accuracy (for roughness) at 10 ns, 20 ns and 50 ns and for laser fluence of 2 J/cm²
Heat Affected Zone: Three Material Comparison Experimental and FEM temperature distribution results for AISI H13, AISI 1045, and Ti6Al4V in elastic and plastic regimes.
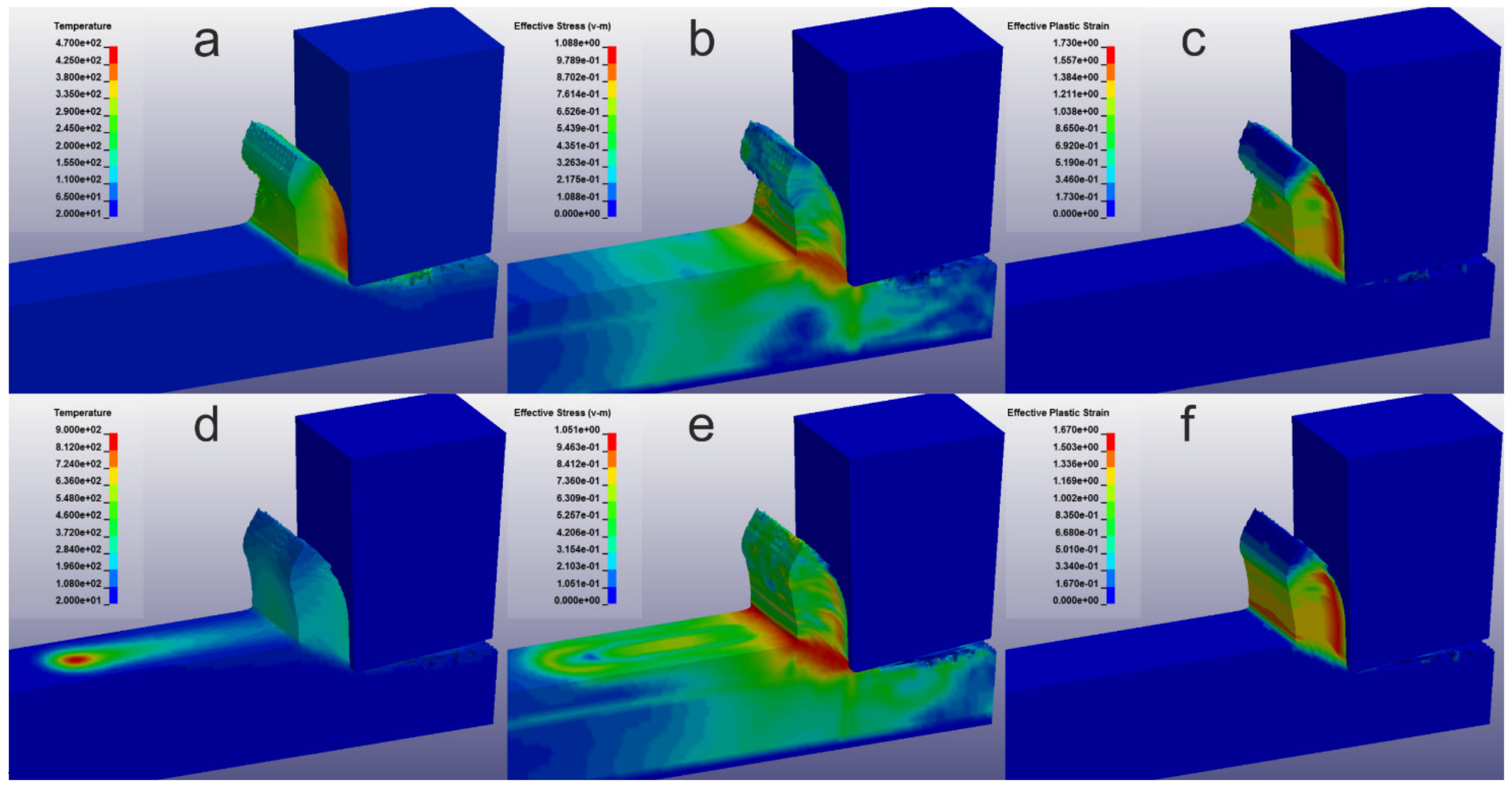
Laser assisted machining simulations: Temperature, Von Mises stress and Plastic strain distributions, 0.4 ms after the cutting tool initiation for: (a-c) Conventional (d-f) LAM for laser beam diameter 250 μm and laser power 120 W
Selected Publications
Kaselouris, E.; Gosta, A.; Kamposos, E.; Rouchotas, D.; Vernardos, G.; Papadaki, H.; Skoulakis, A.; Orphanos, Y.; Bakarezos, M.; Fitilis, I.; Papadogiannis, N.A.; Tatarakis, M.; Dimitriou, V. Numerical and Experimental Study of Laser Surface Modification Using a High-Power Fiber CW Laser. Materials 2026, 19, 343. https://doi.org/10.3390/ma1902034
Gosta, A., Kamposos, E., Skoulakis, A., Orphanos, Y., Papadaki, H., Papadogiannis, N.A., Tatarakis, M., Kaselouris, E., Dimitriou, V. (2024). Laser machining with a high-power CW fiber laser. Materials Research Proceedings, 46, 235-242. https://doi.org/10.21741/9781644903377-31
Kaselouris, E., Kosma, K., Orphanos, Y., Skoulakis, A., Fitilis, I., Markopoulos, A.P., Bakarezos, M., Tatarakis, M., Papadogiannis, N.A., Dimitriou, V. (2021). Downscaled Finite Element Modeling of Metal Targets for Surface Roughness Level under Pulsed Laser Irradiation. Applied Sciences, 11, 1253. https://doi.org/10.3390/app11031253
Kaselouris, E., Skoulakis, A., Orphanos, Y., Kosma, K., Papadoulis, T., Fitilis, I., Clark, E., Markopoulos, A.P., Bakarezos, M., Papadogiannis, N.A., Tatarakis, M., Dimitriou, V. (2020). Analysis of the Heat Affected Zone and Surface Roughness During Laser Micromachining of Metals. Key Engineering Materials, 827, 122-127. https://doi.org/10.4028/www.scientific.net/KEM.827.122
Kaselouris, E., Baroutsos, A., Papadoulis, T., Papadogiannis, N.A., Tatarakis, M., Dimitriou, V. (2020). A Study on the Influence of Laser Parameters on Laser-Assisted Machining of Aisi H-13 Steel. Key Engineering Materials, 827, 92-97. https://www.scientific.net/KEM.827.92